电化学去毛刺机床的工作基本原理和设备简绍
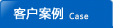
电化学去毛刺的基本原理是利用金属在电解工作液中产生阳极溶解的电化学反应现象。如下图所示:
以工件为阳极,工具电极为阴极,当强迫使电解液通过工件上的毛刺和特殊设计的工具电极之间十分狭小的间隙同时,短时间加以电解电压,这时在工件的毛刺或棱边部分电流最集中,电流密度也最大,因而使毛刺很快被溶除,棱角也被倒圆。
电化学去毛刺加工中,电极间的反应是相当复杂的,影响因素也较多。以铁制零件电化学去毛刺为例,当采用NaNO3为基本的水溶液为电解液时,在电解液中存在着H+、OH—、Na+、NO3—等离子,此时阳极反应为:
在外电源作用下,阳极(即工件)表面:
Fe-3e—> Fe +++
Fe ++++3OH——> Fe(OH)3↓
生成的Fe(OH)3沉淀物被流动的电解液带走。
在理想的情况下,电化学反应过程中,阳极金属(即工件)不断被溶解,水被分解消耗,因而使电解液的浓度有一定变化,而其它离子在电化学反应过程中起导电作用,其本身不会消耗,沉淀的金属氢氧化物通过过滤排除。
在电化学去毛刺的过程中,工件和工具电极二者是相对固定不动的,即属于固定式工具阴极的电化学加工方法。适合去除高硬度、高韧性金属零件的毛刺,可以在工件的特定部位进行限定加工,对于手工难以处理、可达性差的复杂内腔部位,尤其是交叉孔相贯线的毛刺。适用于热处理后和精加工的零件,不损坏精加工表面。
电化学去毛刺是一种符合“绿色制造”要求的先进去毛刺工艺。该工艺采用脉冲电源在非线性电解液中进行加工;加工时,工件接脉冲电源的正极,与毛刺部位相对应的工具电极接脉冲电源的负极,工件阳极与工具阴极之间保持较小的加工间隙,且工具阴极无进给。该工艺具有以下特点:
由于加工所用电解液为中性无机盐水溶液,因此不会污染环境;
由于脉冲电流的间隙作用和压力波的搅拌作用改善了加工间隙内的电场和流场条件,降低了对电解液流动特性的要求,因此有利于获得稳定、理想的加工过程;
由于在加工过程中无切削力,不会形成附加应力和表面变质层,因此可改善加工表面微观几何形貌以及零件的物理、化学和机械性能。
电化学去毛刺加工可达到迅速去除、溶解毛刺并形成光滑圆角的目的。通过合理采用工具阴极遮蔽技术,可有选择地去除毛刺,不会影响工件阳极表面原有的尺寸精度和表面质量。
由于电解液具有一定腐蚀作用,因此电化学去毛刺加工后应采用超声波清洗等方法及时清洗工件,也可采用亚硝酸钠水溶液进行防腐处理。
电化学去毛刺机床主要由机床主机、电源电控系统、电解工作液系统、电极夹具等组成。
电化学去毛刺机床主机采用全防腐钢板焊接结构,外形整体包304不锈钢板制成,用绝缘板制成工作台置于机床床身上,耐腐蚀,绝缘性好。床身两侧为主柱,立柱支撑固定横梁,横梁上安置主轴部件和气控箱。主轴部件也采用全防腐结构,用气控驱动双主轴上下,气动元件采用亚德客品牌。上下滑动采用双导柱形式。在加工区域后侧为电解工作液进回液口。进液口通过软管与电解工作液槽连通,回液口通过回液管使工作腔内的工作液回入电解液系统内。加工区安装气动上下的防护门,与加工联动,防止工作液飞溅出工作区。工作区外侧安装安全光幕光栅。在加工区域后上方备有空气抽风口,可与厂房通风管相联接,以消除加工过程中由于电解工作液的流动可能产生的雾气。在加工区域后侧有输入压缩空气由过滤调压器(带压力表)控制。
电化学去毛刺加工电源采用高频脉冲电解电源。电源电压可调,电源的输出具有稳压运行性能,还具有过流、短路等保护功能。高频脉冲电解电源主要参数:电源输出额定电压:DC24V;电源最大输出电流:100A-5000A(根据产品选电源大小);每个电源调压范围:DC 6—24V。机床电柜与机床主体部分分离,采用单独放置。高频脉冲电解电源加工技术是在直流电源加工技术的基础上发展而来的,其主要特点有:具有较小的加工间隙、较大的加工电流密度、较高的电解液流动速度、较高的脉冲电流频率和较窄的脉冲宽度等。其加工质量稳定不易变形。电化学去除毛刺后,能在原来产生毛刺的棱角和边缘产生光滑圆角,而且对已加工表面形成的微观机械划痕及 凸起产生“圆滑”和“抹平”的光整效果。
电解液系统由优质不锈钢焊接而成,输液主泵采用国际著名泵业制造公司格兰富生产的 浸入式不锈钢泵。本系统对电解液进行内循环过滤。过滤采用4个2号精密袋式过滤,过滤面积1㎡。系统过滤还可以选配不锈钢防腐压滤机过滤,过滤等级40μm,过滤面积6㎡,压滤机机架整体为包304不锈钢,电解液使用周期加长,维护变简单。电解液的温度直接影响电解去毛刺的质量,电解液系统可以选配电解液恒温控制系统,防腐热交换机带有微电脑温度调节控制器。
电极夹具采用固定式阴极结构,每套电极夹具根据工件去毛刺部位的具体去毛刺结构及要求专门设计制造。
苏州率尔捷机电科技有限公司提供多轴数控电火花小孔机,多轴数控电火花微孔机,高速电火花穿孔机,ECM电解去毛刺,ECD电化学去毛刺机床,电火花机床技术服务,公司可根据客户特殊要求,量身定制各种电火花加工专机,同时可为客户提供整套电加工解决方案。
